നിങ്ങളുടെ അനുഭവം മെച്ചപ്പെടുത്താൻ ഞങ്ങൾ കുക്കികൾ ഉപയോഗിക്കുന്നു.ഈ സൈറ്റ് ബ്രൗസ് ചെയ്യുന്നത് തുടരുന്നതിലൂടെ, ഞങ്ങളുടെ കുക്കികളുടെ ഉപയോഗം നിങ്ങൾ അംഗീകരിക്കുന്നു.കൂടുതൽ വിവരങ്ങൾ.
സ്റ്റെയിൻലെസ് സ്റ്റീൽ കേവലം നാശത്തെ പ്രതിരോധിക്കുന്ന ലോഹത്തെക്കാൾ കൂടുതലാണ്.സ്റ്റെയിൻലെസ് സ്റ്റീൽ അതിന്റെ ശക്തി, നാശന പ്രതിരോധം, നിർദ്ദിഷ്ട വ്യവസ്ഥകളുമായി പൊരുത്തപ്പെടാനുള്ള കഴിവ് എന്നിവ കാരണം പല ആപ്ലിക്കേഷനുകൾക്കും ഒരു ബഹുമുഖ മെറ്റീരിയലായി തിരഞ്ഞെടുക്കപ്പെടുന്നു.
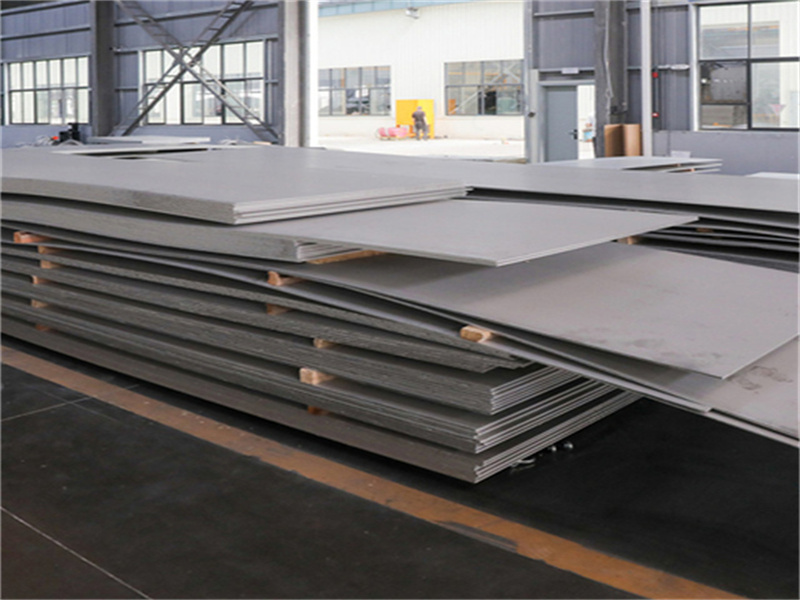
ചൈനയിലെ 304 304L 316 316L സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ പ്ലേറ്റ് വിതരണക്കാർ
ഏറ്റവും വ്യാപകമായി ഉപയോഗിക്കുന്ന സ്റ്റെയിൻലെസ് സ്റ്റീൽ ഗ്രേഡാണ് സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ 304.AISI തരങ്ങൾ 301, 302 എന്നിവയേക്കാൾ താരതമ്യേന കുറഞ്ഞ കാർബൺ ഉള്ളടക്കവും അൽപ്പം ഉയർന്ന ക്രോമിയം, നിക്കൽ എന്നിവയും ഉള്ള ഒരു ക്രോമിയം-നിക്കൽ ഓസ്റ്റെനിറ്റിക് സ്റ്റെയിൻലെസ് സ്റ്റീലാണ് ഇത്.ഇതിന് നല്ല ഉയർന്ന താപനില ഗുണങ്ങളും അതുപോലെ താഴ്ന്ന ഊഷ്മാവിൽ നല്ല കാഠിന്യവുമുണ്ട്.ഇത് വെൽഡിങ്ങിന് അനുയോജ്യമാണ്, കൂടാതെ പൂർത്തിയായ ഉൽപ്പന്നം കൂടുതൽ കഠിനമായ നാശത്തെ പ്രതിരോധിക്കണം.

ഉൽപ്പന്ന സ്പെസിഫിക്കേഷനും സ്റ്റീൽ ഗ്രേഡും (റഫറൻസിനായി)
| ASTM | JIS | എ.ഐ.എസ്.ഐ | EN | മില്ലിന്റെ നിലവാരം | |
| ഗ്രേഡ് | എസ് 30100എസ് 30400 എസ് 30403 എസ് 31008 എസ് 31603 എസ് 32100 എസ് 41008 എസ് 43000 എസ് 43932 എസ് 44400 എസ് 44500 | SUS301SUS304 SUS304L SUS310S - SUS321 SUS410S SUS430 - SUS444 SUS430J1L | 301304 304L 310 എസ് 316L 321 410S 430 - 444 - | 1.43101.4301 1.4307 1.4845 1.4404 1.4541 - 1.4016 1.4510 1.4521 - | 201202 204Cu3 |
വീതിയുടെ സഹിഷ്ണുത
| വീതിയുടെ സഹിഷ്ണുത | ||
| W <100 mm | 100 mm ≦ W <1000 mm | 1000 mm ≦ W <1600 mm |
| ± 0.10 മി.മീ | ± 0.25 മി.മീ | ± 0.30 മി.മീ |
കെമിക്കൽ കോമ്പോസിഷൻ & മെക്കാനിക്കൽ പ്രോപ്പർട്ടി
കെമിക്കൽ കോമ്പോസിഷൻ (റഫറൻസിനായി)
ASTM സ്പെസിഫിക്കേഷൻ
| സ്റ്റീൽ ഗ്രേഡ് | നി% പരമാവധി. | Cr% പരമാവധി. | C% പരമാവധി. | Si% പരമാവധി. | Mn% പരമാവധി. | പി% പരമാവധി. | S% പരമാവധി. | മൊ% പരമാവധി. | Ti% പരമാവധി. | മറ്റുള്ളവ |
| എസ് 30100 | 6.0~8.0 | 16.0~18.0 | 0.15 | 1 | 2 | 0.045 | 0.03 | - | - | N: 0.1 പരമാവധി. |
| എസ് 30400 | 8.0~10.5 | 17.5~19.5 | 0.07 | 0.75 | 2 | 0.045 | 0.03 | - | - | N: 0.1 പരമാവധി. |
| എസ് 30403 | 8.0~12.0 | 17.5~19.5 | 0.03 | 0.75 | 2 | 0.045 | 0.03 | - | - | N: 0.1 പരമാവധി. |
| എസ് 31008 | 19.0~22.0 | 24.0~26.0 | 0.08 | 1.5 | 2 | 0.045 | 0.03 | - | - | - |
| എസ് 31603 | 10.0~14.0 | 16.0~18.0 | 0.03 | 0.75 | 2 | 0.045 | 0.03 | 2.0~3.0 | - | N: 0.1 പരമാവധി. |
| എസ് 32100 | 9.0~12.0 | 17.0~19.0 | 0.08 | 0.75 | 2 | 0.045 | 0.03 | - | 5(C+N)~0.70 | N: 0.1 പരമാവധി. |
| എസ് 41000 | 0.75 | 11.5~13.5 | 0.08~0.15 | 1 | 1 | 0.04 | 0.03 | - | - | - |
| എസ് 43000 | 0.75 | 16.0~18.0 | 0.12 | 1 | 1 | 0.04 | 0.03 | - | - | - |
| എസ് 43932 | 0.5 | 17.0~19.0 | 0.03 | 1 | 1 | 0.04 | 0.03 | - | - | N: 0.03 Max.Al: 0.15 Max.Nb+Ti = [ 0.20 + 4 (C + N ) ] ~ 0.75 |
മെക്കാനിക്കൽ പ്രോപ്പർട്ടി (റഫറൻസിനായി)
ASTM സ്പെസിഫിക്കേഷൻ
| സ്റ്റീൽ ഗ്രേഡ് | N/mm 2 MIN. ടെൻസൈൽ സ്ട്രെസ് | N/mm 2 MIN.പ്രൂഫ് സ്ട്രെസ് | % MIN. നീളം | HRB MAX.കാഠിന്യം | HBW MAX.കാഠിന്യം | ബെൻഡബിലിറ്റി: ബെൻഡിംഗ് ആംഗിൾ | ബെൻഡബിലിറ്റി: റേഡിയസിനുള്ളിൽ |
| എസ് 30100 | 515 | 205 | 40 | 95 | 217 | ആവശ്യമില്ല | - |
| എസ് 30400 | 515 | 205 | 40 | 92 | 201 | ആവശ്യമില്ല | - |
| എസ് 30403 | 485 | 170 | 40 | 92 | 201 | ആവശ്യമില്ല | - |
| എസ് 31008 | 515 | 205 | 40 | 95 | 217 | ആവശ്യമില്ല | - |
| എസ് 31603 | 485 | 170 | 40 | 95 | 217 | ആവശ്യമില്ല | - |
| എസ് 32100 | 515 | 205 | 40 | 95 | 217 | ആവശ്യമില്ല | - |
| എസ് 41000 | 450 | 205 | 20 | 96 | 217 | 180° | - |
| എസ് 43000 | 450 | 205 | 22എ | 89 | 183 | 180° | - |

ഇത് സ്റ്റെയിൻലെസ് സ്റ്റീൽ നിർമ്മിക്കുന്ന വ്യത്യസ്ത രാസഘടനകൾക്ക് മാത്രമല്ല, ഉൽപ്പന്നത്തിന്റെ അന്തിമ ഉപയോഗത്തെ ആശ്രയിച്ച് പ്രയോഗിക്കുന്ന വ്യത്യസ്ത കോട്ടിംഗുകൾക്കും ഉപരിതല ചികിത്സകൾക്കും ബാധകമാണ്.
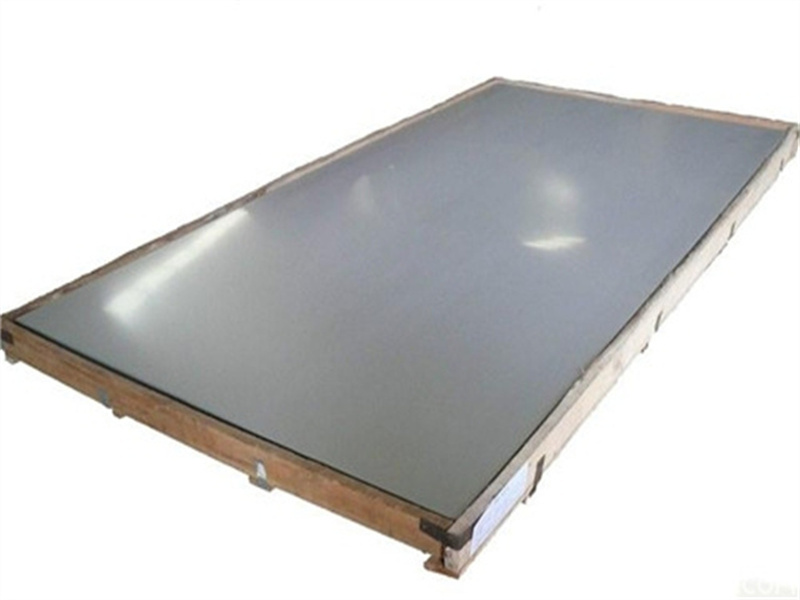
സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ വ്യവസായത്തിൽ ഏറ്റവും സാധാരണയായി ഉപയോഗിക്കുന്ന ഉപരിതല ചികിത്സകളിൽ ഒന്നാണ് ഗ്രേഡ് 2B.ഇത് ഒരു കണ്ണാടിയല്ലെങ്കിലും അർദ്ധ പ്രതിഫലനവും മിനുസമാർന്നതും ഏകതാനവുമാണ്.ഉപരിതല തയ്യാറാക്കൽ പ്രക്രിയയുടെ അവസാന ഘട്ടമാണ്: ചൂളയുടെ ഔട്ട്ലെറ്റിൽ റോളുകൾക്കിടയിൽ അമർത്തി സ്റ്റീൽ ഷീറ്റ് ആദ്യം രൂപം കൊള്ളുന്നു.പിന്നീട് അത് അനീലിംഗ് വഴി മൃദുവാക്കുകയും പിന്നീട് റോളുകളിലൂടെ വീണ്ടും കടത്തിവിടുകയും ചെയ്യുന്നു.
ഉപരിതല മലിനീകരണം നീക്കം ചെയ്യുന്നതിനായി, ഉപരിതലത്തിൽ ആസിഡ്-എച്ചഡ് ചെയ്ത് ആവശ്യമുള്ള കനം ലഭിക്കുന്നതിന് പല തവണ പോളിഷിംഗ് റോളറുകൾക്കിടയിൽ കടന്നുപോകുന്നു.ഈ അവസാന പാസാണ് 2 ബി പൂർത്തിയാക്കുന്നതിലേക്ക് നയിച്ചത്.
201, 304, 304 എൽ, 316 എൽ എന്നിവയുൾപ്പെടെ സാധാരണ സ്റ്റെയിൻലെസ് സ്റ്റീൽ ഗ്രേഡുകളിലെ സ്റ്റാൻഡേർഡ് ഫിനിഷാണ് 2B. 2B മിനുക്കുപണിയുടെ ജനപ്രീതി, സാമ്പത്തികവും കൂടുതൽ നാശന പ്രതിരോധവും കൂടാതെ, ഒരു തുണി ചക്രം ഉപയോഗിച്ച് മിനുക്കുപണികൾ എളുപ്പമാക്കുന്നതിലാണ്. സംയുക്തം.
സാധാരണഗതിയിൽ, 2B ഫിനിഷ് സ്റ്റീൽ ഫുഡ് പ്രോസസ്സിംഗ്, ബേക്കറി ഉപകരണങ്ങൾ, കണ്ടെയ്നറുകൾ, സ്റ്റോറേജ് ടാങ്കുകൾ, ഫാർമസ്യൂട്ടിക്കൽ ഉപകരണങ്ങൾ എന്നിവയിൽ ഉപയോഗിക്കുന്നു കൂടാതെ ഈ വ്യവസായങ്ങൾക്ക് USDA മാനദണ്ഡങ്ങൾ പാലിക്കുന്നു.
അന്തിമ ഉൽപ്പന്നം ഒരു കുത്തിവയ്പ്പ് അല്ലെങ്കിൽ ഒട്ടിക് ലായനി ആയിരിക്കുമ്പോൾ ഈ സമീപനം സ്വീകാര്യമല്ല.കാരണം, ലോഹ പ്രതലത്തിൽ വിടവുകളോ പോക്കറ്റുകളോ ഉണ്ടാകാം.ഈ ശൂന്യതകൾക്ക് മിനുക്കിയ പ്രതലത്തിന് താഴെയോ ലോഹത്തിലോ മലിനീകരണം കുടുക്കാൻ കഴിയും.ഒടുവിൽ, ഈ വിദേശ വസ്തുക്കൾ രക്ഷപ്പെടുകയും ഉൽപ്പന്നത്തെ മലിനമാക്കുകയും ചെയ്യും.ഉപരിതല ഇലക്ട്രോപോളിഷിംഗ് ആണ് ഇത്തരം പ്രയോഗങ്ങൾക്ക് ഉപരിതല മിനുസമുള്ളത് മെച്ചപ്പെടുത്തുന്നതിന് അനുയോജ്യമായതും ശുപാർശ ചെയ്യപ്പെടുന്നതുമായ രീതി.
സ്റ്റെയിൻലെസ് സ്റ്റീൽ ഉപരിതലത്തിൽ ഉയർന്ന പ്രദേശങ്ങൾ മിനുസപ്പെടുത്തുന്നതിന് രാസവസ്തുക്കളും വൈദ്യുതിയും ഉപയോഗിച്ചാണ് ഇലക്ട്രോപോളിഷിംഗ് പ്രവർത്തിക്കുന്നത്.ഒരു ഫാക്ടറി പ്രയോഗിച്ച മിനുസമാർന്ന 2B കോട്ടിംഗിൽ പോലും, യഥാർത്ഥ സ്റ്റെയിൻലെസ് സ്റ്റീൽ ഉപരിതലം വലുതാക്കുമ്പോൾ മിനുസമാർന്നതായി കാണപ്പെടില്ല.
ഒരു ലോഹ പ്രതലത്തിന്റെ മിനുസത്തെ സൂചിപ്പിക്കാൻ ശരാശരി പരുക്കൻ (Ra) ഉപയോഗിക്കുന്നു, ഇത് കാലക്രമേണ ഒരു പ്രതലത്തിലെ താഴ്ന്നതും ഉയർന്നതുമായ പോയിന്റുകൾ തമ്മിലുള്ള ശരാശരി വ്യത്യാസത്തിന്റെ താരതമ്യമാണ്.
സാധാരണഗതിയിൽ, 2B ഫിനിഷുള്ള ഫാക്ടറി ഫ്രഷ് സ്റ്റെയിൻലെസ് സ്റ്റീലിന് അതിന്റെ കനം (കനം) അനുസരിച്ച് 0.3 മൈക്രോൺ (0.0003 മിമി) മുതൽ 1 മൈക്രോൺ (0.001 മിമി) വരെയുള്ള ശ്രേണിയിൽ Ra മൂല്യമുണ്ട്.ലോഹത്തിന്റെ പ്രത്യേകതകൾ അനുസരിച്ച് ശരിയായ ഇലക്ട്രോപോളിഷിംഗ് വഴി ഉപരിതല Ra 4-32 മൈക്രോ ഇഞ്ചായി കുറയ്ക്കാം.
രണ്ട് റോളറുകൾ ഉപയോഗിച്ച് മെറ്റീരിയൽ കംപ്രസ്സുചെയ്യുന്നതിലൂടെ ഒരു ക്ലാസ് 2B ഫിനിഷ് കൈവരിക്കാനാകും.ചില ഓപ്പറേറ്റർമാർക്ക് പാത്രത്തിന്റെയോ മറ്റ് ഉപകരണങ്ങളുടെയോ നവീകരണത്തിനോ അറ്റകുറ്റപ്പണികൾക്കോ ശേഷം ട്രിം അറ്റകുറ്റപ്പണികൾ ആവശ്യമാണ്.
മെക്കാനിക്കൽ അല്ലെങ്കിൽ ഇലക്ട്രോപോളിഷിംഗ് വഴി ലഭിച്ച ഉപരിതല ഫിനിഷ് എളുപ്പത്തിൽ പുനർനിർമ്മിക്കാനാകില്ലെങ്കിലും, അത് വളരെ അടുത്താണ്, പ്രത്യേകിച്ച് Ra മൂല്യങ്ങളുമായി ബന്ധപ്പെട്ട്.ശരിയായ ഇലക്ട്രോപോളിഷിംഗ് ചികിത്സയുടെ ഫലമായി, യഥാർത്ഥ പൂർത്തിയാകാത്ത 2B ഉപരിതല ചികിത്സയേക്കാൾ മെറ്റീരിയൽ പ്രോസസ്സിംഗിന്റെ കാര്യത്തിൽ പോലും മികച്ച പ്രകടനം നേടാൻ കഴിയും.
അതിനാൽ, 2B എസ്റ്റിമേറ്റ് ഒരു നല്ല ആരംഭ പോയിന്റായി കണക്കാക്കാം.2B കോട്ടിംഗുകൾക്ക് അറിയപ്പെടുന്ന ഗുണങ്ങളുണ്ട്, അവ ലാഭകരവുമാണ്.സുഗമമായ ഫിനിഷിനും ഉയർന്ന നിലവാരത്തിനും ദീർഘകാല ആനുകൂല്യങ്ങളുടെ ഒരു ശ്രേണിക്കും ഇലക്ട്രോപോളിഷിംഗ് ഉപയോഗിച്ച് ഇത് കൂടുതൽ മെച്ചപ്പെടുത്താം.
ഈ വിവരങ്ങൾ ആസ്ട്രോ പാക്ക് കോർപ്പറേഷൻ നൽകിയ മെറ്റീരിയലുകളിൽ നിന്ന് പരിശോധിച്ച് പൊരുത്തപ്പെടുത്തിയിരിക്കുന്നു.
ആസ്ട്രോപാക്ക് കോർപ്പറേഷൻ.(മാർച്ച് 7, 2023).ഇലക്ട്രോപോളിഷ് ചെയ്തതും അല്ലാത്തതുമായ ഉപരിതലങ്ങൾ തമ്മിലുള്ള വ്യത്യാസം.AZ.https://www.azom.com/article.aspx?ArticleID=22050 എന്നതിൽ നിന്ന് 2023 ജൂലൈ 24-ന് ശേഖരിച്ചത്.
ആസ്ട്രോപാക്ക് കോർപ്പറേഷൻ."ഇലക്ട്രോപോളിഷ് ചെയ്തതും അല്ലാത്തതുമായ ഉപരിതലങ്ങൾ തമ്മിലുള്ള വ്യത്യാസങ്ങൾ".AZ.ജൂലൈ 24, 2023 .
ആസ്ട്രോപാക്ക് കോർപ്പറേഷൻ."ഇലക്ട്രോപോളിഷ് ചെയ്തതും അല്ലാത്തതുമായ ഉപരിതലങ്ങൾ തമ്മിലുള്ള വ്യത്യാസങ്ങൾ".AZ.https://www.azom.com/article.aspx?ArticleID=22050.(ജൂലൈ 24, 2023 വരെ).
ആസ്ട്രോപാക്ക് കോർപ്പറേഷൻ.2023. ഇലക്ട്രോപോളിഷ് ചെയ്തതും അല്ലാത്തതുമായ പ്രതലങ്ങൾ തമ്മിലുള്ള വ്യത്യാസങ്ങൾ.AZoM, ആക്സസ് ചെയ്തത് 24 ജൂലൈ 2023, https://www.azom.com/article.aspx?ArticleID=22050.
പോസ്റ്റ് സമയം: ജൂലൈ-25-2023